
أصابع التوقف CNC Z1، Z2
تستخدم المواقع الوسطى اثنين من أصابع التوقف ذات التحكم العددي، والتي يمكن برمجتها بشكل نظامي للتحكم في الموضع، وتتميز بأداء دقيق وسريع في تحديد المواقع.


سلسلة ZYB
ماكينة ثني تعمل بمضخة مزدوجة ذات خدمة كهروهيدروليكية
نظام DA53T القياسي، مع خيارات DA58T/DA66T/CT12
التصنيف:
آلة ثني
تفاصيل الرسم
مقدمة الفيديو
مقدمة عن التكوين القياسي
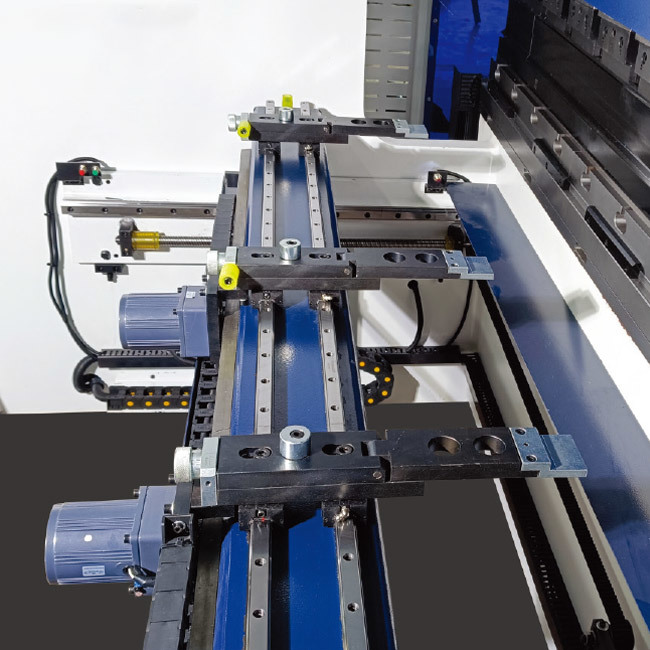
هيكل التزامن الدقيق لمحور R
تستخدم قضيبًا فولاذيًا صلبًا عالي الصلابة لنقل الحركة، مع تروس ذات أسنان مستقيمة تساعد على التحديد المتزامن، ومثبتات ملولبة عالية القوة لتثبيت الأجزاء بشكل قوي، مما يوفر دقة متزامنة وسرعة استجابة عالية وانخفاض معدل الأعطال وسهولة الصيانة، بالإضافة إلى خصائص تقليل الإجهاد الداخلي.
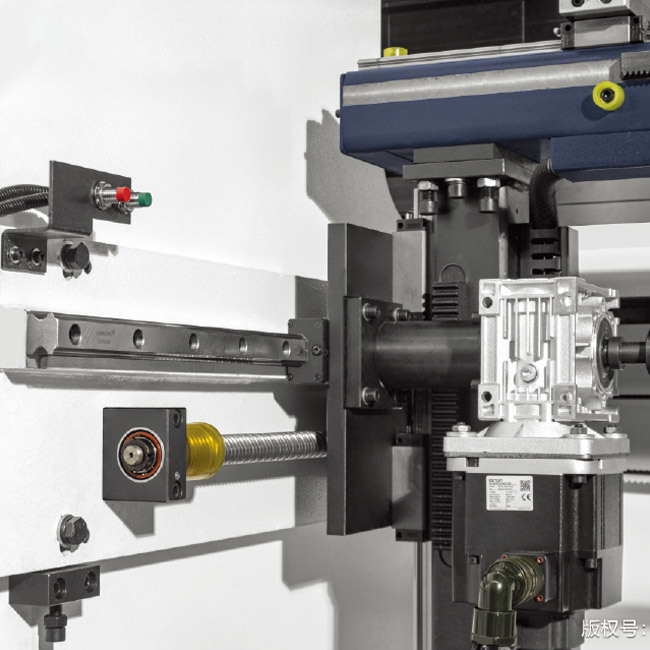
محرك مؤازر للمحور X
تستخدم محركًا صناعيًا كهربائيًا بدون فرش لقيادة المحور X، مدعومًا بحزام متزامن هادئ، مما يوفر دقة تزامنية متميزة.

برمجة الرسومات باللمس ثنائية الأبعاد
شاشة TFT عالية الدقة بتقنية الألوان الحقيقية بحجم 0.15 بوصة
حساب عملية الثني
التحكم في تعويض الانحراف
أوضاع التحكم بالمحركات المؤازرة ومحولات التردد
خوارزمية متقدمة للتحكم في المحور Y، تتيح التحكم في الصمامات ذات الحلقة المغلقة والمفتوحة في الوقت نفسه
واجهة USB

برمجة وعرض النسب في الوقت الفعلي بتنسيق 2D/3D
في وضع تحرير الرسومات، يتم حساب عمليات الثني ثنائية وثلاثية الأبعاد تلقائيًا لتحويل العمليات والحركة.
شاشة TFT عالية الدقة بألوان حقيقية بحجم 17 بوصة
برمجة الصفحة الواحدة / برمجة منتجات الثني
وظيفة عد القطع المشغولة
العرض البياني لاختيار الأدوات والمشغولات.
تعديل تشكيل منضدة العمل
حساب الطول الممتد تلقائيًا
الحساب التلقائي لضغط الثني في القاعدة
حساب أوتوماتيكي لضغط الثني المستوي
الدائرة الكبيرة تحسب تلقائيًا
ذراع التحكم في المحور

قالب مركزي مزدوج على شكل حرف V بتحكم عددي
يمكن للمستخدمين اختيار القالب المتماثل ذي الشكل V المزدوج أو القوالب المتعددة ذات الشكل V بحرية حسب احتياجاتهم، كما يمكنهم طلب تخصيص القوالب وفقًا لرغباتهم. تم تصنيع هذا القالب باستخدام عملية التشكيل بالطرق، ويتميز بدقة عالية وصلابة كبيرة ومقاومة للتآكل وقوة تحمل ضد الصدمات.

منضدة التصحيح الميكانيكي (المحور V)
تستخدم ميزة تعويض الانحراف الميكانيكي بدقة عالية باستخدام التحكم العددي، ونظرًا لوجود نقاط تعويض كثيرة، تتمكن آلة الثني من تحقيق تعويض خطي أثناء عملية ثني القطع، مما يحسن من جودة عملية الثني. كما تتميز بخصائص تجعلها خالية من الصيانة وتقدم تعويضًا أكثر دقة.
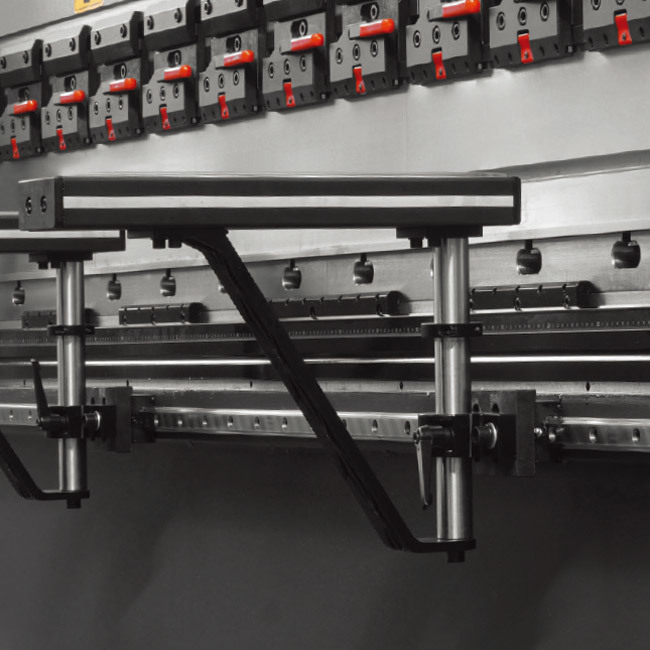
جهاز الدعم الأمامي
تستخدم الصواني قضبان توجيهية مستقيمة كأساس للتحريك الأفقي، ويمكن ضبط ارتفاعها، كما أنها قادرة على الدوران بزاوية 180 درجة. هذا الجهاز مصنوع من الفولاذ الخالص، وهو متين وقوي.
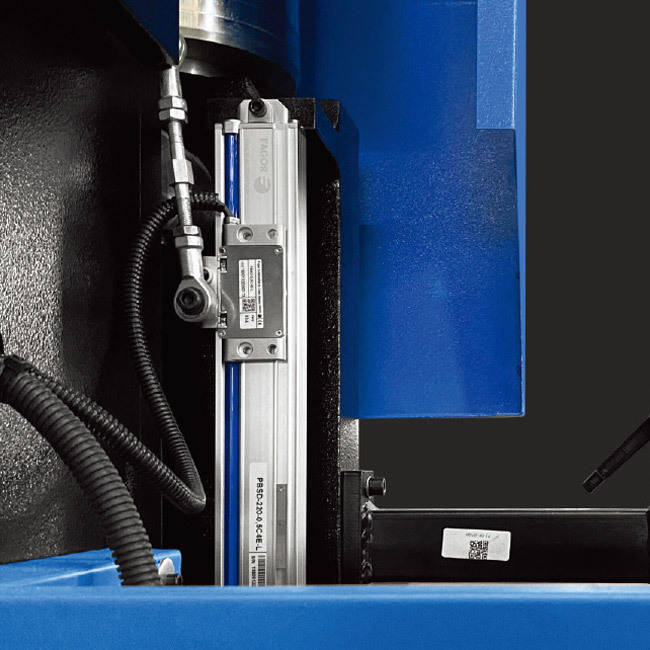
مقياس شريحة ضوئية عالي الدقة
تُستخدم شريحة مقياس حيود عالية الدقة كمستشعر للإزاحة، مثبتة على اللوحة ذات الشكل C، لตรวจّ مستوى الأسطوانة، مع دقة تغذية مرتجعة تصل إلى 0.001 مم، مما يساعد في التحكم بشكل أفضل بزاوية الثني.
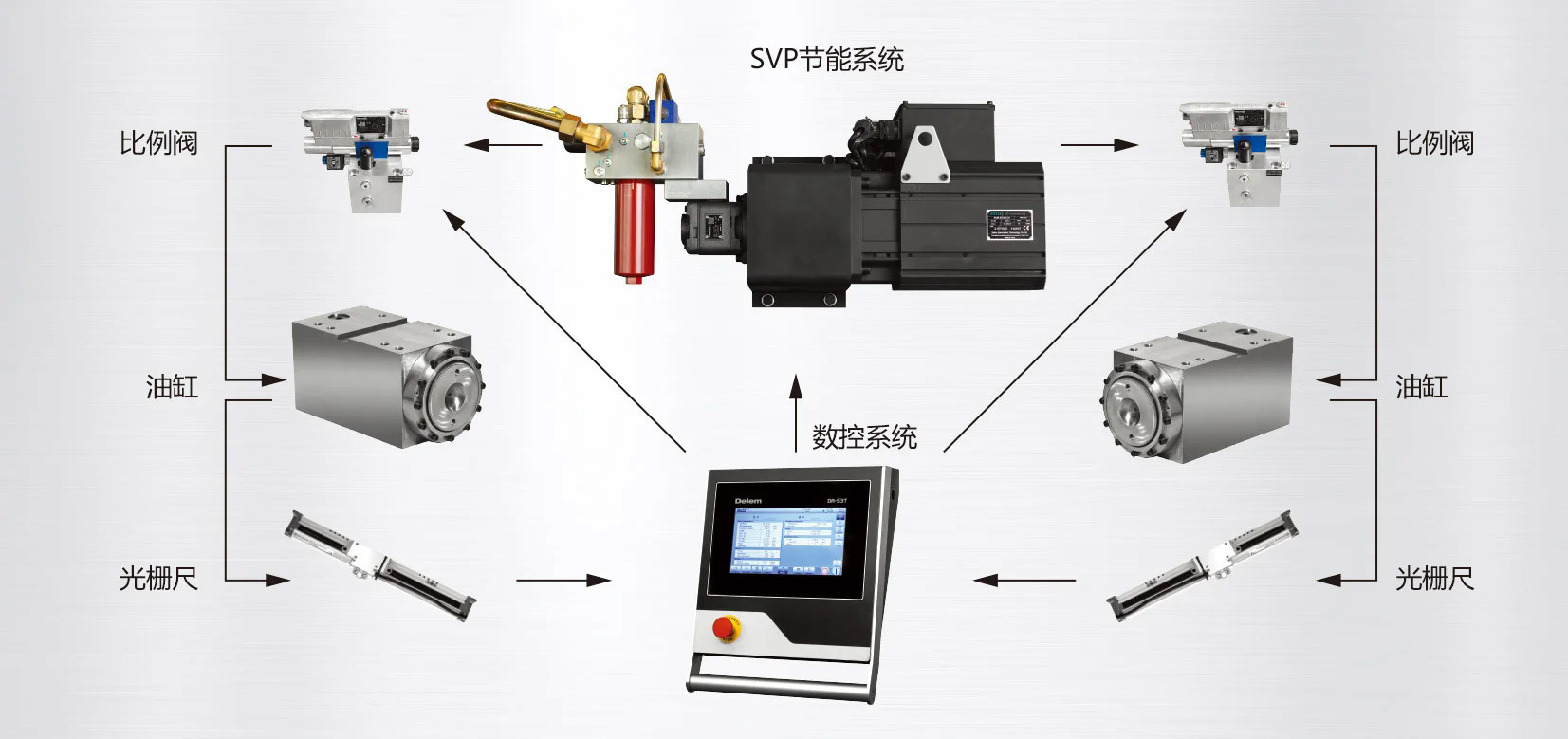
مزايا التحكم في مضخة SVP الخدمية
توفير الطاقة الكهربائية: يعمل نظام المضخة المؤازرة على توفير الزيت حسب الحاجة، مما يعزز بشكل كبير من كفاءة توفير الطاقة.
تخفيض الضوضاء: نظام المضخة المؤازرة يدور فقط عند الحاجة، مما أدى إلى انخفاض إجمالي في مستوى الضوضاء بنسبة 30%.
تخفيض درجة حرارة الزيت: باستخدام طريقة التحكم في عزم الدوران والسرعة التناظرية، يتم القضاء على قطع التدفق وطفح الصمام، مما يقلل بشكل كبير من درجة حرارة زيت التشغيل.
مقدمة الخيارات المتاحة
قالب متعدد V
يمكن للمستخدمين اختيار مواصفات القالب وفقًا لاحتياجاتهم. يتم تصنيع القوالب بواسطة عمليات تزوير، وتتميز بدقة عالية وصلابة كبيرة ومقاومة للتآكل والصدمات.

التتبع التلقائي للوحة الأمامية
يمكن تجهيزه بجهاز تغذية أمامي متابع، والذي يمنع تشوه القطع أثناء ثني الألواح الرقيقة أو الألواح العريضة، مما يضمن دقة المعالجة.

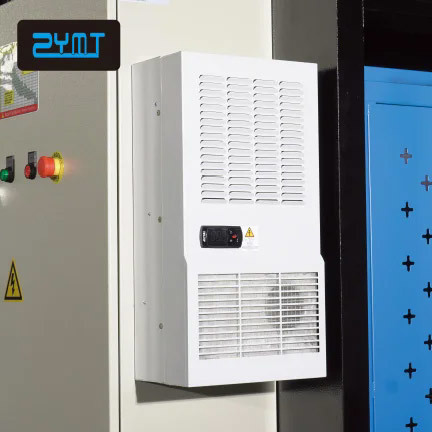
جهاز تكييف صناعي
قم باختيار مكيفات صناعية عالية الأداء لتوفير بيئة تشغيلية منخفضة النسبة الحرارية للمكونات الكهربائية في الصندوق الكهربائي.
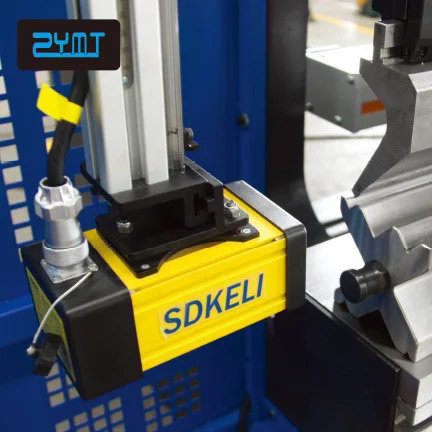
حماية ليزر DSP
بمجرد دخول جسم معتم إلى منطقة الحماية، تتوقف الآلة فورًا، مما يحمي سلامة عمال عملية الثني ويمنع وقوع الحوادث.

الحماية الضوئية (ستارة الضوء الآمن)
تتحقق الفحص المتبادل لمسارات الإخراج المتسلسلة، مما يضمن أداء عالي الأمان. كما تتمتع بقدرة جيدة على مقاومة التداخل الضوئي، ما يحمي سلامة العمال أثناء عمليات الثني.

جهاز حماية آلة الثني
تتوفر أنماط تشغيل متعددة مثل "الوضع العادي" و"وضع طي الصناديق" و"الوضع التثبيطي"، مما يلبي متطلبات الحماية الأمنية لمعالجة الأجزاء ذات الأشكال المختلفة.
القفل الهيدروليكي للقوالب
يمكن تحقيق الإمساك بجميع القوالب العلوية والسفلية في 3 ثوانٍ، والقوالب جاهزة للاستخدام فور التثبيت، ويمكن إحكام قبضتها في أي موضع من المثبت، مما يعزز كفاءة تركيب القوالب بنسبة 30%.

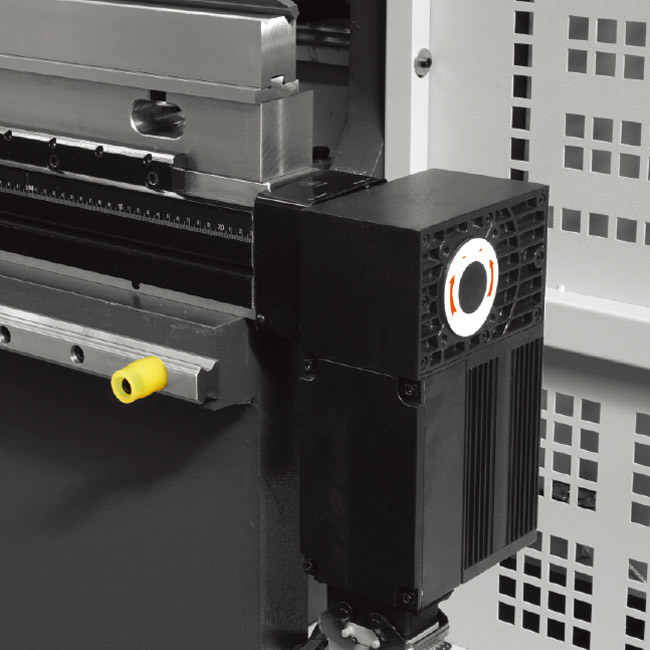
مبرد تبريد الهواء للزيت الهيدروليكي
مصنوع من مادة سبائك الألومنيوم ذات كفاءة عالية في تبادل الحرارة. يستخدم الهواء كمصدر للتبريد، وهو فعال وموفر للطاقة والبيئة.

زيادة ارتفاع الفتحة والقوالب ذات الارتفاع الزائد
يمكن للمستخدمين تخصيص ارتفاع فتح المنزلق لصنع منتجات غير تقليدية.

المعلمات التقنية
| النموذج (ZYB-) | 63t/2500 | 100t/3200 | 100t/4000 | 125T/3200 | 125T/4000 | 160T/3200 | 160T/4000 | 200T/3200 | 200T/4000 | 250t/3200 | 300T/3200 | 400T/4000 | 500T/6000 | 600T/6000 | 800T/6000 |
| الضغط المقنن (كيلو نيوتن) | 630 | 1000 | 1000 | 1250 | 1250 | 1600 | 1600 | 2000 | 2000 | 2500 | 3000 | 4000 | 5000 | 6000 | 8000 |
| طول الانحناء (مم) | 2500 | 3200 | 4000 | 3200 | 4000 | 3200 | 4000 | 3200 | 4000 | 3200 | 3200 | 4000 | 5000 | 6000 | 6000 |
| المسافة العمودية (مم) | 2000 | 2700 | 3500 | 2700 | 3500 | 2700 | 3500 | 2700 | 3500 | 2700 | 2700 | 3100 | 4500 | 4900 | 4200 |
| الحلق العميق (مم) | 350 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 500 | 500 | 600 |
| المسار (مم) | 150 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 300 | 300 | 300 | 300 | 400 |
| أقصى فتحة (مم) | 350 | 420 | 420 | 420 | 420 | 420 | 420 | 420 | 420 | 420 | 500 | 600 | 600 | 600 | 800 |
| قدرة المحرك الرئيسي (كيلوواط) | 5 | 8.7 | 8.7 | 10.8 | 10.8 | 13.2 | 13.2 | 13.2 | 13.2 | 16.7 | 21.4 | 26.9 | 37 | 45 | 55 |
| عدد المحاور | 4+1+2 | (يو1، يو2، إكس، آر) + في + (التشغيل اليدوي ز1، ز2) | 4+1 (Y1, Y2, X, R) + V | 3 + 1(ي1، ي2، س) + V | |||||||||||
| التعويض | التعويض الكهربائي | ||||||||||||||
| مسار المحور X (مم) | 600 | 600 | 800 | ||||||||||||
| X-speed | 200mm/s | ||||||||||||||
| الطول الخارجي (مم) | 3100 | 3700 | 4500 | 3700 | 4500 | 3700 | 4500 | 3700 | 4500 | 3700 | 3700 | 4500 | 6500 | 6500 | 6500 |
| عرض الشكل الخارجي (مم) | 1500 | 1600 | 1600 | 1600 | 1600 | 1650 | 1650 | 1700 | 1700 | 1700 | 1800 | 2450 | 2800 | 2900 | 2950 |
| الارتفاع الخارجي (مم) | 2300 | 2500 | 2500 | 2500 | 2500 | 2600 | 2600 | 2700 | 2700 | 2760 | 2900 | 3500 | 4500 | 5100 | 5300 |
| الوزن (طن، تقريبًا) | 5.8 | 8.5 | 10 | 9.5 | 12.5 | 11 | 12.5 | 13.5 | 14 | 15.5 | 16.8 | 31 | 50 | 60 | 90 |
※ يُرجى ملاحظة أنه قد يتم تغيير المعاملات دون إشعار مسبق.
معدات المعالجة
نحن نمتلك معدات معالجة متقدمة وتقنيات تصنيع متخصصة
خدماتنا
تنتشر منتجاتنا في أكثر من 80 دولة ومنطقة حول العالم
ما هي العوامل المؤثرة على جودة قطع غيار المنتج؟
لقد تم استخدام التصنيع الميكانيكي على نطاق واسع، نظرًا لأن متطلبات الإنتاج في التصنيع الميكانيكي الحالي قد انخفضت، في حين أن متطلبات الأبعاد والشكل آخذة في الارتفاع، كما أن اتجاه تطوير قطع الغيار عالية الجودة يتطور باطراد.
ملاحظات المعالجة الدقيقة، المتطلبات الصناعية
إن المعالجة الدقيقة هي عملية صبّ تتم تقريبًا بدون تشكيل أو بدون تشكيل تقريبًا، وهي تقنية جيدة في صناعة الصبّ، وتُستخدم على نطاق واسع. وأسباب اختيار المعالجة الدقيقة هي كما يلي: <br/> يمكن استخدام مواد عامة، ويمكن الاستفادة من كمية كبيرة من المعادن الخردة والموارد القابلة لإعادة التدوير.
معالجة سطح "المعالجة الميكانيكية"
التلميع الكيميائي: طريقة معالجة تهدف إلى تغيير سطح قطعة العمل كيميائيًا أو كهروكيميائيًا باستخدام مواد كاشطة ومذيبات كيميائية
المؤشرات الرئيسية لتصنيع وتصميم الهياكل
نظرًا لأن المعالجة الدقيقة خلال عملية انتقال أبعاد الشريط أقل، فإن هذا سيؤثر على خصائصه الميكانيكية، ويمكن أن تصل المعالجة الدقيقة إلى درجة لا تهيمن فيها السيولة وتكوين البلورات، وعادة ما تكون درجة الحرارة بين 715 و740 درجة مئوية. إن المعالجة الميكانيكية الدقيقة لدرجة حرارة الإنتاج، في عملية إعادة الحقن بالمصهور، ستتميز بسيولة جيدة، وفي عملية اختيار درجة حرارة الصب، يجب على المعدات تحديدها وفقًا لعوامل مثل مسافة إعادة الحقن وعمليات تبريد إعادة الحقن.
عمليات التصنيع والتقنيات
يمكن تقسيم المعالجة الدقيقة إلى طريقتين: القالب العلوي والقالب السفلي، ويمكن إكمالها من خلال عمليات متكاملة مثل النحت، والطحن، والحفر، والتشكيل، والتصنيع الكهربائي بالتفريغ الكهربائي. تتطابق أبعاد المعالجة الدقيقة وشكل الحفر مع حواف المنتج، ويرجع ذلك أساسًا إلى أن نموذج الشمع يستخدم بشكل أساسي في صب النماذج الشمعية الصناعية، وبالتالي فإن نقطة الانصهار ليست عالية، والصلابة ليست عالية أيضًا
عملية الإنتاج
لم يعد دور المواد المضافة في عملية المعالجة الدقيقة يقتصر على المساعدة في بناء قوة الرطوبة السريعة للغلاف، بل سيعمل أيضًا على تحسين جودة الصب الاستثماري، ورفع مستوى جودة سطح قشرة السيليكا سول، وقدرتها على مقاومة التشوه عند درجات الحرارة العالية. نظرًا لمتطلبات الدقة العالية للمنتجات في عملية المعالجة الدقيقة، يجب علينا تعزيز فهمنا لعملية الصب الدقيق من الناحيتين النظرية والعملية، والاستمرار في إثراء محاولاتنا التقنية، وتوسيع خبراتنا العملية.
المنتجات الأكثر مبيعاً
نحن نمتلك معدات معالجة متقدمة وتقنيات تصنيع متخصصة
")


")
رسالة
إذا كانت لديك أي أسئلة، فيمكنك ترك رسالة لنا. لدينا موظفون متخصصون للرد عليك. يرجى ملء معلومات الاتصال الصحيحة!\n\n