.jpg")
أتمتة فعّالة
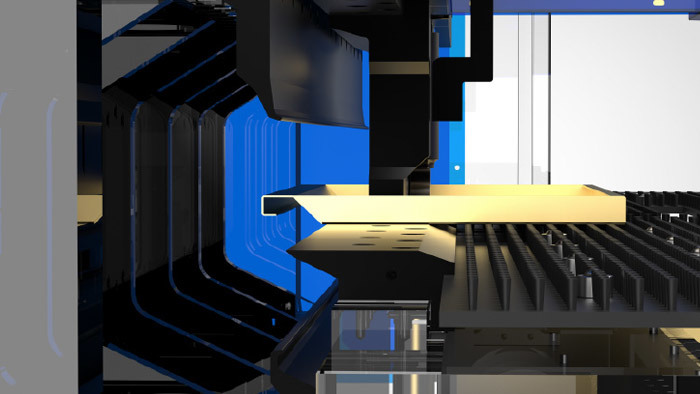
تستخدم تقنية المحركات الكهربائية ذات التحكم المؤازر والتحكم المتعدد المحاور، ويمكن أن تصل أقصى سرعة للثني إلى 0.2 ثانية لكل قاطع، مما يزيد الكفاءة بنسبة 260% مقارنةً بالمعدات التقليدية. يمكن اختيار خيارات مثل التغذية الآلية والثني الآلي مع الحد الأدنى من التدخل البشري، ما يسمح بإنجاز الحركات المعقدة مثل الثني على الجوانب الأربعة والثني بشكل أقواسي بشكل مستمر، مما يتيح إنتاجًا بالجملة.


سلسلة ZYE
مركز الانحناء المرن
مزوّد بمستشعرات عالية الدقة ونظام تحكم عددي حاسوبي
التصنيف:
آلة ثني
تفاصيل الرسم
مقدمة الفيديو
مقدمة عن التكوين القياسي
تكاليف صيانة منخفضة
تستخدم تصميمًا ثابتًا لأدوات القطع متعددة الاستخدامات، ولا تحتوي على قطع معرضة للتلف، وتعمل مع نظام تشحيم ذاتي، مما يجعل الصيانة اليومية بسيطة، حيث يتطلب الأمر فقط التزود المنتظم بزيت التشحيم.
تحسين الهيكل والاستقرار
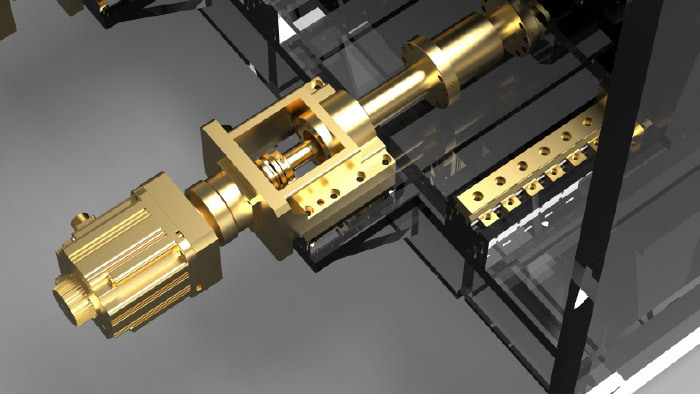
تم تصميم هيكل التغذية بنظام ذراع الضغط (مثل الذراع الضاغط على شكل حرف C) ليكون مضغوطًا ويوفر مساحة مرنة في فتحة الحلق، مما يحل مشكلتي الحجم الكبير والدقة المنخفضة اللتين تواجههما الهياكل التقليدية من نوع الجسر. كما يعمل عن طريق محرك مستقل يُدير عمود الضغط وقرص التحميل بالتناوب بشكل متزامن، مما يقلل من خطر تشوه الألواح.
التشغيل والبرمجة الذكية
دعم استيراد رسومات DXF ثنائية الأبعاد لتوليد برامج المعالجة تلقائيًا، وواجهة استخدام سهلة تقلل الاعتماد على المهارات الفنية للموظفين. كما يحتوي على واجهة خدمة عن بُعد قابلة للتكامل مع أنظمة المصانع الذكية، ويدعم إشارات MES والتحديثات عبر الشبكة.

دقة عالية ومرونة
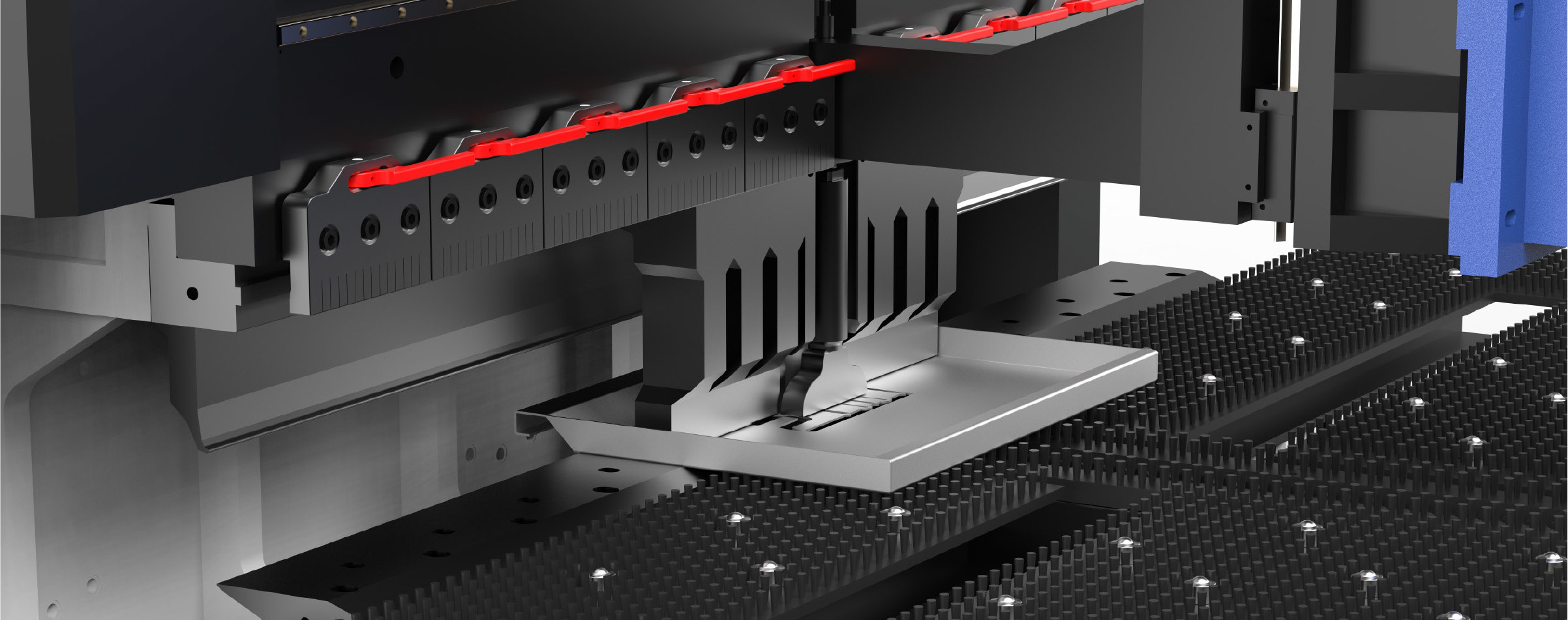
مزوّد بمستشعرات عالية الدقة ونظام تحكم عددي، تصل دقة إعادة التمركز إلى 0.01 ملم، مع خطأ زاوي صغير يضمن تناسق القطع. ولا حاجة لتغيير القوالب بشكل متكرر، حيث يمكن التكيف مع متطلبات المعالجة المختلفة للأشكال (مثل حواف الضغط الميتة، والأشكال الحلزونية، والأشكال المغلقة) وكذلك المواد، وذلك من خلال تعديل البرامج فقط.
المعلمات التقنية
| هيكل تكاليف الشحن | نوع ضغط الذراع | |
| أدنى دقة للنظام | 0.001mm | |
| أقصى سرعة ثني | 0.2 ثانية/سكين | |
| أقصى سرعة للشحن | 90m/min | |
| أكبر عرض للثني | 1500mm | يمكن تخصيصه وفقًا لقطعة العمل الخاصة بالعميل |
| أكبر حجم انحناء | 1500 مم * 1500 مم | |
| أقصى ارتفاع للثني | 180mm | |
| أدنى ارتفاع للثني | 4mm | تتناسب طرديًا مع سماكة اللوح المطوي |
| أصغر نصف قطر قوس | 0.5mm | |
| الجهد المقنن | 380V | |
| الطاقة الإجمالية للمحرك | 41KW | |
| الضوضاء | حوالي 50 ديسيبل | |
| الأبعاد الخارجية | 4800مم * 2300مم * 2950مم | |
| الكتلة الإجمالية | حوالي 15 طنًا | |
| أقصى سمك للثني | 304 ستانلس ستيل 1.5 مم | |
| اللوح البارد 2.0 مم | ||
| أقل سماكة للمواد | 0.35mm | |
| أبعاد انعراج الشغلة | 40mm | يمكن تخصيصه وفقًا لقطعة العمل الخاصة بالعميل |
| الحجم الأدنى للتشكيل الثنائي | 140mm | |
| الحد الأدنى للحجم الداخلي لتشكيل الأربعة جوانب | 140مم * 140مم (دون طيّات، ولا تشمل شفرة المفصلة) | |
| الحد الأدنى للحجم الداخلي لتشكيل الأربعة جوانب | 140مم * 260مم (مع طيّات، بما في ذلك شفرة المفصلة) | |
| زاوية الثني | 0-180° | |
| عدد المحاور | 15 |
※ يُرجى ملاحظة أن التغييرات في المعلمات قد تتم دون إشعار مسبق.
معدات المعالجة
نحن نمتلك معدات معالجة متقدمة وتقنيات تصنيع متخصصة
خدماتنا
تنتشر منتجاتنا في أكثر من 80 دولة ومنطقة حول العالم
ما هي العوامل المؤثرة على جودة قطع غيار المنتج؟
لقد تم استخدام التصنيع الميكانيكي على نطاق واسع، نظرًا لأن متطلبات الإنتاج في التصنيع الميكانيكي الحالي قد انخفضت، في حين أن متطلبات الأبعاد والشكل آخذة في الارتفاع، كما أن اتجاه تطوير قطع الغيار عالية الجودة يتطور باطراد.
ملاحظات المعالجة الدقيقة، المتطلبات الصناعية
إن المعالجة الدقيقة هي عملية صبّ تتم تقريبًا بدون تشكيل أو بدون تشكيل تقريبًا، وهي تقنية جيدة في صناعة الصبّ، وتُستخدم على نطاق واسع. وأسباب اختيار المعالجة الدقيقة هي كما يلي: <br/> يمكن استخدام مواد عامة، ويمكن الاستفادة من كمية كبيرة من المعادن الخردة والموارد القابلة لإعادة التدوير.
معالجة سطح "المعالجة الميكانيكية"
التلميع الكيميائي: طريقة معالجة تهدف إلى تغيير سطح قطعة العمل كيميائيًا أو كهروكيميائيًا باستخدام مواد كاشطة ومذيبات كيميائية
المؤشرات الرئيسية لتصنيع وتصميم الهياكل
نظرًا لأن المعالجة الدقيقة خلال عملية انتقال أبعاد الشريط أقل، فإن هذا سيؤثر على خصائصه الميكانيكية، ويمكن أن تصل المعالجة الدقيقة إلى درجة لا تهيمن فيها السيولة وتكوين البلورات، وعادة ما تكون درجة الحرارة بين 715 و740 درجة مئوية. إن المعالجة الميكانيكية الدقيقة لدرجة حرارة الإنتاج، في عملية إعادة الحقن بالمصهور، ستتميز بسيولة جيدة، وفي عملية اختيار درجة حرارة الصب، يجب على المعدات تحديدها وفقًا لعوامل مثل مسافة إعادة الحقن وعمليات تبريد إعادة الحقن.
عمليات التصنيع والتقنيات
يمكن تقسيم المعالجة الدقيقة إلى طريقتين: القالب العلوي والقالب السفلي، ويمكن إكمالها من خلال عمليات متكاملة مثل النحت، والطحن، والحفر، والتشكيل، والتصنيع الكهربائي بالتفريغ الكهربائي. تتطابق أبعاد المعالجة الدقيقة وشكل الحفر مع حواف المنتج، ويرجع ذلك أساسًا إلى أن نموذج الشمع يستخدم بشكل أساسي في صب النماذج الشمعية الصناعية، وبالتالي فإن نقطة الانصهار ليست عالية، والصلابة ليست عالية أيضًا
عملية الإنتاج
لم يعد دور المواد المضافة في عملية المعالجة الدقيقة يقتصر على المساعدة في بناء قوة الرطوبة السريعة للغلاف، بل سيعمل أيضًا على تحسين جودة الصب الاستثماري، ورفع مستوى جودة سطح قشرة السيليكا سول، وقدرتها على مقاومة التشوه عند درجات الحرارة العالية. نظرًا لمتطلبات الدقة العالية للمنتجات في عملية المعالجة الدقيقة، يجب علينا تعزيز فهمنا لعملية الصب الدقيق من الناحيتين النظرية والعملية، والاستمرار في إثراء محاولاتنا التقنية، وتوسيع خبراتنا العملية.
المنتجات الأكثر مبيعاً
نحن نمتلك معدات معالجة متقدمة وتقنيات تصنيع متخصصة
")


")
رسالة
إذا كانت لديك أي أسئلة، فيمكنك ترك رسالة لنا. لدينا موظفون متخصصون للرد عليك. يرجى ملء معلومات الاتصال الصحيحة!\n\n